
محدودیتها در قالبگیری به روش بادی چیست؟
بواسطه وسعت بالای تنوع محصولات صنایع پلیمری ( پلاستیکی )، تنوع در تجهیزات و ماشین آلات این صنعت نیز بالا می باشد. اما در این مطلب به محدودیتهایی که در قالبگیری به روش بادی ممکن است با آنها مواجه شویم بیشتر میپردازیم.
پلاستیک بادی چیست؟
طراحی این ماشین ها بنحوی می باشد که قابلیت فوق العاده ای برای تولید انواع بطری، توپ، قوطی، دبه و دیگر محصولات پلاستیکی را دارا می باشند. اگر به سرمایه گذای در صنعت تولید محصولات پلاستیکی فکر می کنید، این مقاله می تواند مرجع مناسبی برای آگاهی بیشتر شما باشد.
انواع دستگاههای پلاستیک بادی (بادی پلاستیک)
براساس فرآیند تولید محصولات پلاستیکی ( پلیمری )، ماشین های پلاستیک بادی ( بادی پلاستیک ) به دو دسته کلی تقسیم می شوند.
۱- دستگاه پلاستیک بادی اکستروژن بلومولدینگ ( دستگاه اکستروژن بادی )
۲- دستگاه پلاستیک بادی اینجکشن بلومولدینگ ( دستگاه تزریق بادی )
مقایسه تزریق بادی با دستگاه اکستروژن بادی
نحوه کار دستگاه پلاستیک بادی اکستروژن بلومولدینگ ( دستگاه اکستروژن بادی ) در دستگاه پلاستیک بادی اکستروژن بلومولدینگ ، مواد پلیمری ذوب شده و سپس بصورت پاریزون (لوله تو خالی) از میان صفحات پایین می آیند. تکنولوژی بکار رفته در این فرآیند بنحوی است که در هنگام پایین آمدن پاریزون ها، بدلیل عبور هوا از میانشان، شکل استوانهای به خود می گیرند. حال بمنظور قالب گیری ، دو صفحه قالب بر روی پاریزون های استوانهای شکل بسته میشود. در این هنگام بعد از بسته شدن صفحات قالب بر روی پاریزونها، جهت شکلدهی به آنها، به درون قالب دمیده می شود. در آخر هم محصول بدست آمده توسط تجهیزات جانبی تعبیه شده، خنک می شود.
در مرحله بعد قالب باز شده و محصول که همراه با پلیسه و اضافات می باشد، به بیرون قالب رانده می شود. در پایان هم اضافات (ضایعات) از روی محصول برداشته شده و محصول نهایی تحویل داده می شود. محصولاتی مانند توپ های پلاستیکی ، دبه های ماست ، بطری ها و … با استفاده از این مکانیزم تولید می شوند.
از مشخصه های محصولات تولید شده در این روش خطی است که دور تا دور آن وجود دارد. که دلیل آن محل بسته شدن فکهای قالب دستگاه و محل جدا شدن پلیسهها میباشد. به صرفه بودن قیمت قالب در اکستروژن بادی از مزایای دستگاههای قالبگیری اکستروژن بادی میباشد.
نحوه کار دستگاه پلاستیک بادی اینجکشن بلومولدینگ (دستگاه تزریق بادی)
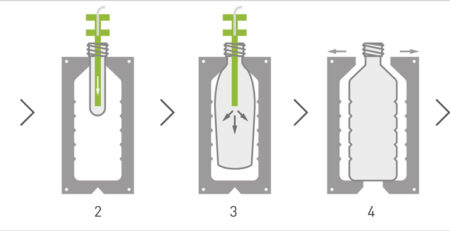
در دستگاه پلاستیک بادی اینجکشن بلومولدینگ ، ابتدا مواد پلیمری به درون قالب اول تزریق می شود. در این هنگام محصول که بر روی پایه قرار دارد شکل اولیه را به خود می گیرد. سپس قالب اول باز شده و محصول که روی پایه قرار دارد، چرخانده شده و در قالب دوم قرار می گیرد. در این مرحله به درون محصول دمیده شده و شکل نهایی را به خود می گیرد. در مرحله بعد قالب دوم باز شده و صفحه میانی پس از چرخش محصولات را در قسمت قطعه پران قرار میدهد و محصول خارج می شود.
در انتهای محصولات تولید شده با مکانیزم قالبگیری یا تزریق بادی برجستگی دایره ای شکلی بوجود می آید که مربوط به محل اولین مرحله تزریق مواد پلیمری میباشد.
در فرآیند تولید به روش اینجکشن بلومولدینگ محصول پلیسه ندارد، به همین دلیل میزان ضایعات مواد در آن کمتر می باشد. در عین حال که کیفیت ظاهری محصول تولید شده در این روش، به دلیل نداشتن پلیسه در هنگام تولید و عدم نیاز به بریدن قسمت های اضافه و همچنین کنترل وزن و توزیع یکنواخت مواد در بدنه محصول، دارای کیفیت ظاهری بهتری می باشد و از این حیث دارای برتری است.
در مورد گنجایش بطری های قابل تولید در هر روش، دستگاه تزریق بادی قادر به تولید بطری هایی با گنجایش بسیار کم (کمتر از ۱۴۰ سی سی) می باشد و تولید این محصولات با این روش بسیار به صرفه است ولی در سایز بزرگ بطریها همچون نیم لیتر به بالا اصلا به صرفه نبوده و باید از روش قالبگیری اکستروژن بادی استفاده نمود.
از دیگر موارد قابل بحث در این زمینه کیفیت دهانه محصول می باشد که در روش تزریق بادی خطر دفُرمه شدن وجود نداشته و کیفیت سطحی بهتر را شاهد خواهیم بود.
از جمله محدودیت هایی که در روش تزریق بادی وجود دارد، نسبت قطر دهانه به قطر بطری است که بیشتر از یک به سه نمی تواند باشد این بدان معناست که قطعات بزرگ مثل ظروف ۴ لیتری مواد شوینده و یا بشکه های ۲۲۰ لیتری و مخازن، توسط این روش قابل تولید نمی باشد. چنین محدودیتی در اکستروژن بادی وجود ندارد. محدودیتی دیگر در تولید محصولات دسته دار می باشد که نمی توان از تزریق بادی استفاده نمود.در فرآیند تولید قطعات بادی بیشترین گریدی که مورد استفاده قرار میگیرد مواد پلیاتلین 0035 و مواد پلیاتیلن BL3 میباشد.







دیدگاهتان را بنویسید